摘要
1.铜板带是铜加工行业壁垒最高的领域。连接器作为铜板带的重要下游,对板带材的消耗量较大。引线框架作为集成线路的芯片载体,也属于连接器。它借助于键合材料实现芯片内部电路引出端与外连线的电气连接,起到和外部导线连接的桥梁作用。引线框架与制作和封装应用需求,除高强度、高导热性外,还要求较好的钎焊性、冲压性、蚀刻性和氧化膜粒粘连性等。常选用铜-铁系、铜镍硅系C70250等制作。
2.Cu-Ni-Si和Cu-Cr-Zr合金板带属于中高强度高导电率合金,国内博威合金已经可以批量化生产,兴业盛泰铜业可以批量化生产Cu-Ni-Si合金。铍铜(Cu-Be)国内仅有东方钽业可以生产,Cu-Ti国内公司还无法供应。尤其是Cu-Ni-Si合金由于优异的高温稳定性,在电子领域开始广泛应用。
3.铜镍硅合金综合性能优异,渗透率在提升,且潜力大。电子产品小型化和载流量提升趋势明显。在大电流连接场合,如基站电源连接器、新能源汽车连接器和智能手机连接器,高导电铜镍硅合金可抑制发热和温升,对其他铜合金形成较强的替代作用,如黄铜、锡磷青铜等。
4.汽车连接器的耐热性比智能手机更高。汽车内部的温度环境:发动机120℃、发动机表面135℃、仪表盘表面120℃、车内地板105℃、后甲板117℃。人乘坐汽车无空调时,车内部分温度可达到120℃。汽车连接器选用黄铜、锡磷青铜已经无法满足使用要求。需要改用耐应力松弛性能更佳的钛铜或者铜镍硅。钛铜目前只有国外生产,加工费高达20万元/吨。铜镍硅加工费在2-3万元/吨,综合性价比优势明显。
5.国内外相继研发了C42500、C41125、PW33520(博威合金独家专利产品)等高性能低成本产品,用以替代锡磷青铜。其中我国研发的PW33502合金屈服强度570Mpa、导电率34%,是原C5191的两倍,能满足高传输、低温升要求。坏方向折弯性能也比原C5191优秀明显。锡含量比C5191低,可回收镀锡、镀镍角料。对比锡磷青铜综合性能优异、性价比高。
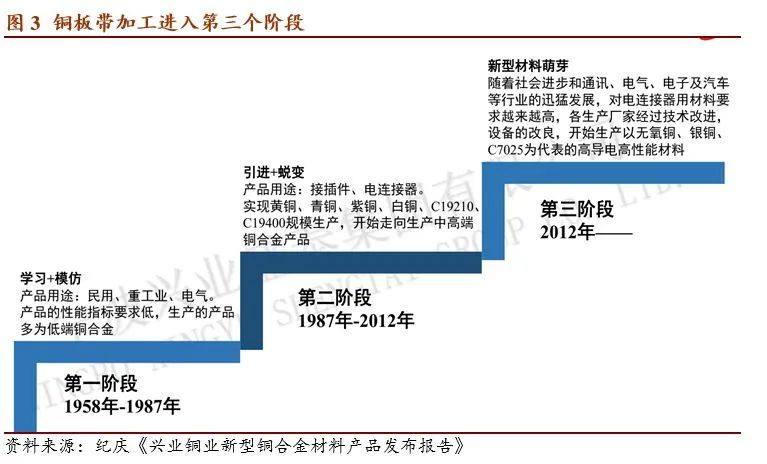
6.我国铜加工行业经历了三个阶段,目前进入了以C7025为代表的高性能材料阶段。以满足通讯、电子和汽车等行业的需求升级。兴业盛泰铜业开发了C7026和C7035铜镍硅材料。C7035性能优异,可部分替代低铍铜合金。
7.C18150/C18400——强度600MPa兼具85%IACS导电率及330W/(m·k)的热导率,是高导电率、中强度区域的最理想铜合金,具有非常高的耐应力缓和及抗高温软化的特性。应用领域:大电流连接器、油电混合充放电连接器、电池快充闪充、大功率继电器、端子和高效热管理方案。
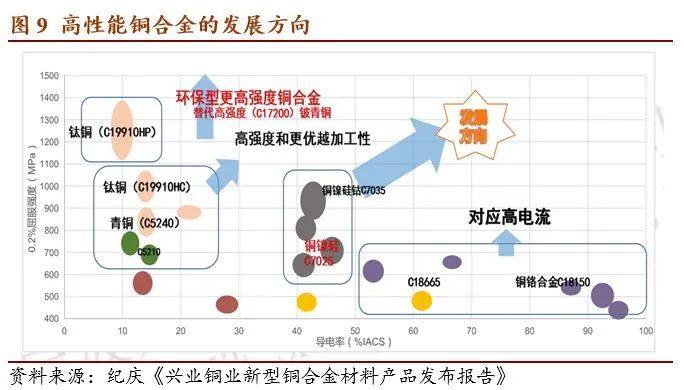
8.未来高性能铜合金的发展可能存在以下四个方向:(1)双70合金,抗拉强度700MPa、导电率70%IACS、厚度0.03-0.06mm;(2)环保型材料,抗拉强度>1000 MPa、屈服强度>950 MPa、导电率>45 %IACS;(3)复合类新型材料,利用各金属品种的特性及优势,实现综合性能的提升及成本的优化;(4)磁性导电材料,CFA铜铁合金产品、一般铁含量为15-50%。
9.日本高端板带开始供不应求。由于我国铜板带行业的迅速发展,日本企业只能生产高端的铜板带赖以生存,如铜镍硅系列、铜铬锆系列、铍铜、钛铜等。日本铜带(扣除黄铜带)产量从1991年的19万吨,增长到2018年的27万吨,占铜加工行业的比例从15%增长到33%。增量主要来自于:(1)半导体引线框架,蚀刻类型的;(2)汽车连接器;(3)低插入力回流镀锡工艺;(4)手机用锡青铜、科森合金、钛铜、铍铜。由于企业兼并和产品升级,铜板带行业的加工费上涨。
10.由于需求好转和汽车电子的增长,日本企业开始了新一轮的投资。日本企业看好的下游:物联网、人工智能、大数据、自动驾驶、电动汽车等新兴行业对半导体和传感器等。这些下游会长期推动高性能铜板带材需求。
风险提示:铜板带下游需求恶化;下游技术更新快,企业更不上节奏;贸易战加剧;企业生产经营风险等。
01
电连接器用铜板带
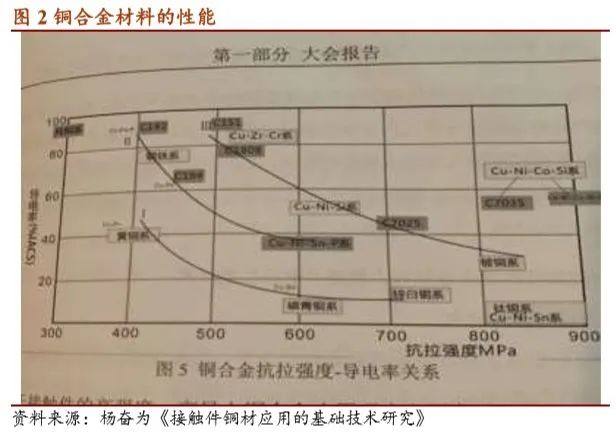
本章节内容主要引自大会发言:杨奋为《接触件铜材应用的基础技术研究》和彭丽军《电连接器用高性能铜合金材料体系化研究》。
在典型的设备系统中,常会发现许多错综复杂的连接器等互联器件,其中包括普通导线、设备电路板、印刷电路连接器、背板连线和互联电缆。通常可将在电子或电气设备上的连接方式分为六种类型:元件内部连接;元件至印制电路板或导线的连接;同一单机内部框架上印制电路板至导线或其它印制电路板(指框架内)的连接;同一单机箱体内从一个内部框架至另一内部框架之间的连接;由一个单机设备至另一个单机设备的外部连接;系统与系统之间的连接。
引线框架是实现第二类连接形式的接触件。它作为集成线路的芯片载体,借助于键合材料实现芯片内部电路引出端与外连线的电气连接,起到和外部导线连接的桥梁作用。
引线框架与制作和封装应用需求,除高强度、高导热性外,还要求较好的钎焊性、冲压性、蚀刻性和氧化膜粒粘连性等。常选用铜-铁系、铜镍硅系C70250等制作。
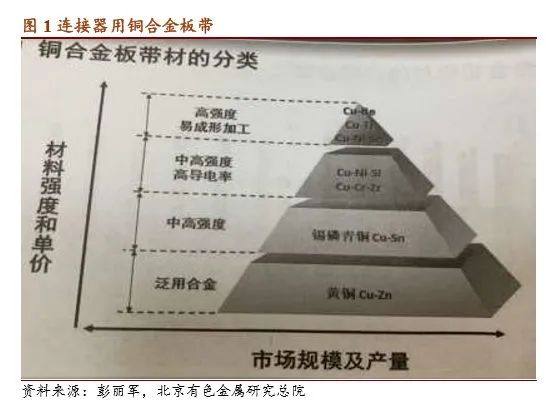
连接器作为铜板带的重要下游,对板带材的消耗量大。连接器对铜板带的主要性能要求有:高强度、高成形性、高导电率、优良的抗应力松弛性能。其他性能有:疲劳性能、表明质量等。主要的电连接器用铜板带有以下:
按照强度和单价,铜合金可做如下划分:高强度易成形加工合金;中高强度、高导电率合金;中高强度合金和泛用合金。Cu-Ni-Si和Cu-Cr-Zr合金板带属于中高强度高导电率合金,国内博威合金已经可以批量化生产,兴业铜业可以批量化生产Cu-Ni-Si合金。铍铜(Cu-Be)国内仅有东方钽业可以生产,Cu-Ti国内公司还无法供应。尤其是是Cu-Ni-Si合金由于优异的高温稳定性,在电子领域开始广泛应用。
冷变形强化
接触件铜材料常用的强化手段有:冷变形强化、沉淀强化、过剩相强化和细化组织强化。
冷变形强化又称为冷作硬化,金属材料在再结晶温度下的变形称为冷变形。冷变形后材料即被强化,强化强度随变形度、变形温度及材料本身性质而变化。
相同规格的C5191、QSn4-3等锡磷青铜具有比H62、HPb59-1等黄铜更高抗拉强度和硬度。但锡磷青铜添加锡成本增加,且导电率较低、反复折弯性能较差。为此国内外相继研发了C42500、C41125、PW33520(博威合金独家专利产品)等高性能低成本替代产品。其中我国研发的PW33502合金屈服强度570Mpa、导电率34%,是原C5191的两倍,能满足高传输、低温升要求。坏方向折弯性能也比原C5191优秀明显。锡含量比C5191低,可回收镀锡、镀镍角料。对比锡磷青铜综合性能优异、性价比高。
抗应力松弛和耐热性
金属应力松弛是指在恒定高温下承载状态下,总应变(弹性应变和塑性应变)保持不变,而应力随时间延长逐渐降低的现象称为松弛。用于接触件的铜合金抗应力松弛性能,是决定材料能否可靠应用的重要技术特性。电连接器常因为插孔接触件材料应力松弛,造成接触不良或瞬间断电等故障。其中C70250具备良好的抗应力松弛性能。
用以接触件的铜合金材料,通常用测量在相同温度、长时间加热接触压力变化(应力松弛)来横线其耐热性。根据日本JX公司介绍,加热150℃持续1000小时后,连接器的接触压力和加热前的接触压力进行比对。黄铜只有8%、锡磷青铜只有50%。而铜镍硅合金还有80-90%、钛铜还可以保持95%。但钛铜的加工费大约20多万元每吨,大幅高于铜镍硅加工费(2-3万元每吨)。
汽车连接器的耐热性比智能手机更高。汽车内部的温度环境:发动机120℃、发动机表面135℃、仪表盘表面120℃、车内地板105℃、后甲板117℃。人乘坐汽车无空调时,车内部分温度可达到120℃。汽车连接器选用黄铜、磷青铜已经无法满足使用要求。需要改用耐应力松弛性能更佳的钛铜或者铜镍硅。
高导电铜合金
高导电铜合金板带一般要求屈服强度500Mpa以上,导电率80%IACS左右。主要应用于大电流连接场合,如基站电源连接器、新能源汽车连接器和智能手机连接器。智能手机内部搭载的连机器通电量呈增加趋势,每芯通电量由原来0.3A增至1.5-3.0A,由此要求铜合金在保持较高强度水平同时具有高导电性。USBTYPE-C公端子原选用导电率12%的C52100锡磷青铜发热严重,改用导电率65%的高导电铜镍硅合金可抑制发热和温升。
平衡方向铜合金的应用
一般铜合金导电性越好,要求维持高强度越难。平衡方向铜合金板带主要应用于对材料强度及导电率均有一定要求的场合,一般要求屈服强度650Mpa以上,导电率65%IACS左右。例如重载连接器和TYPE-C母端子要求高导电性和良好的耐插拔性,由于用户设计理念不同,有的重视导电性,有的重视屈服强度,故高导电铜镍硅合金有两种类型供用户选择:导电率65%IACS、屈服强度650Mpa,或者导电率90%、屈服强度490Mpa。
高强度方向铜合金
高强度铜合金板带一般要求屈服强度900Mpa以上,导电率20%IACS左右。主要用于信号连接,如VCM弹片、耳机弹片、SIM卡连接器等。某厂家的智能手机厚度在5年内变薄了20%以上,由此使得装配在手机内部多数板对板连接器也扁平化和细间距化,手机其它所有连接器同样都要求小型化。原选用的黄铜、锡磷青铜机械强度、折弯工艺成形性能都难以满足越来越苛严的要求,改用铜镍硅合金或者钛铜等高性能铜合金才能满足高强度、良好的折弯加工性和高导电等特性要求。相同形状的端子选用铜镍硅合金或者钛铜制造和原锡磷青铜相比,铜镍硅合金可提高12%接触压力,而钛铜则可提高22%接触压力。钛铜价格大幅高于铜镍硅,铜镍硅性价比较高。
铍铜及其替代材料
铍铜较青铜和黄铜具备更高的强度,具备强大的抗应力松弛能力,且弹性较大,可在有限的空间内提供最大的力。并且具备较高的导电率和导热性、优良的抗腐蚀能力和良好的工艺性能。在退火和冷轧状态下任何方向都能冲压成型。由此,铍铜在航空、航天等高可靠性连接器领域应用广泛。
但铍铜的生产冶炼过程对环境存在严重污染,在国际上是否会逐步禁用,一直是连接器行业需对领导和专家关注的问题。在环保趋严的情况,研发铍铜替代材料一直是业内关注的问题。世界各大铜加工企业相继研发了铜镍锡系、铜镍硅系和钛铜合金等替代材料,已经有部分替代发生。
02
新型铜合金产品发展趋势
本章节内容主要引自大会报告:纪庆《兴业铜业新型铜合金材料产品发布报告》。
我国铜加工行业经历了三个阶段,目前进入了以 C7025 为代表的高性能材料阶段。以满足通讯、电子和汽车等行业的需求升级
高性能铜合金应具备有高的强度、优良的导电、抗应力松弛及导热性能,是航空航天、卫星导航系统、5G 通讯、新型汽车、网络基站、智能家居、大规模集成电路等重点领 域所必须和急需的关键基础材料,高强、高导、高弹、耐高温及抗应力松弛是高性能铜合金极为重要的特性,其制备技术更是代表铜加工技术的先进水平。

兴业盛泰在C7025的基础上开发出C7026和C7035材料,其中C7035的强度可达到900Mpa,且导电率较高42-45%IACS,生产过程环保,可作为低铍青铜的替代材料。
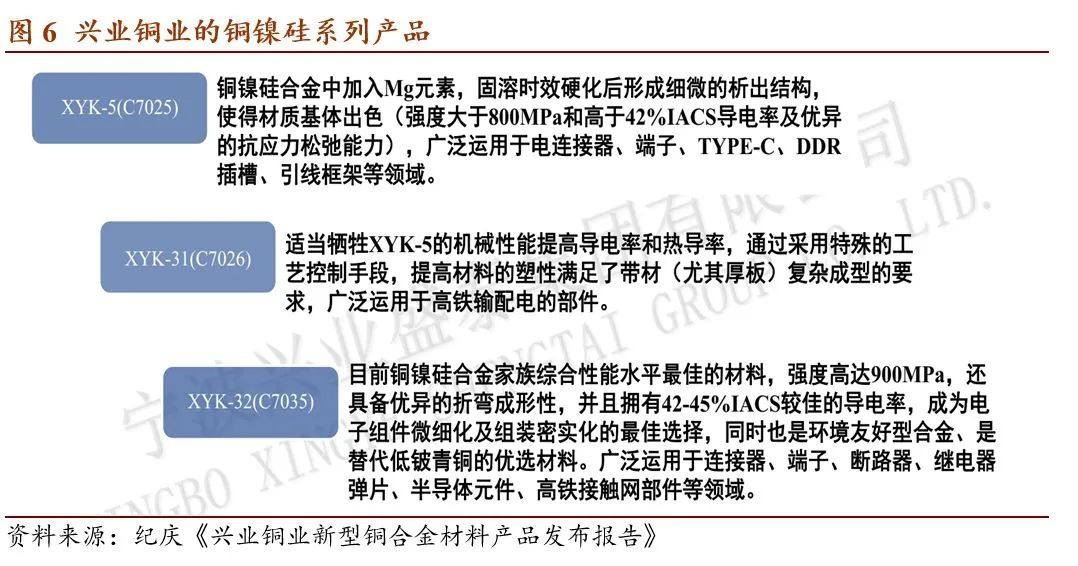
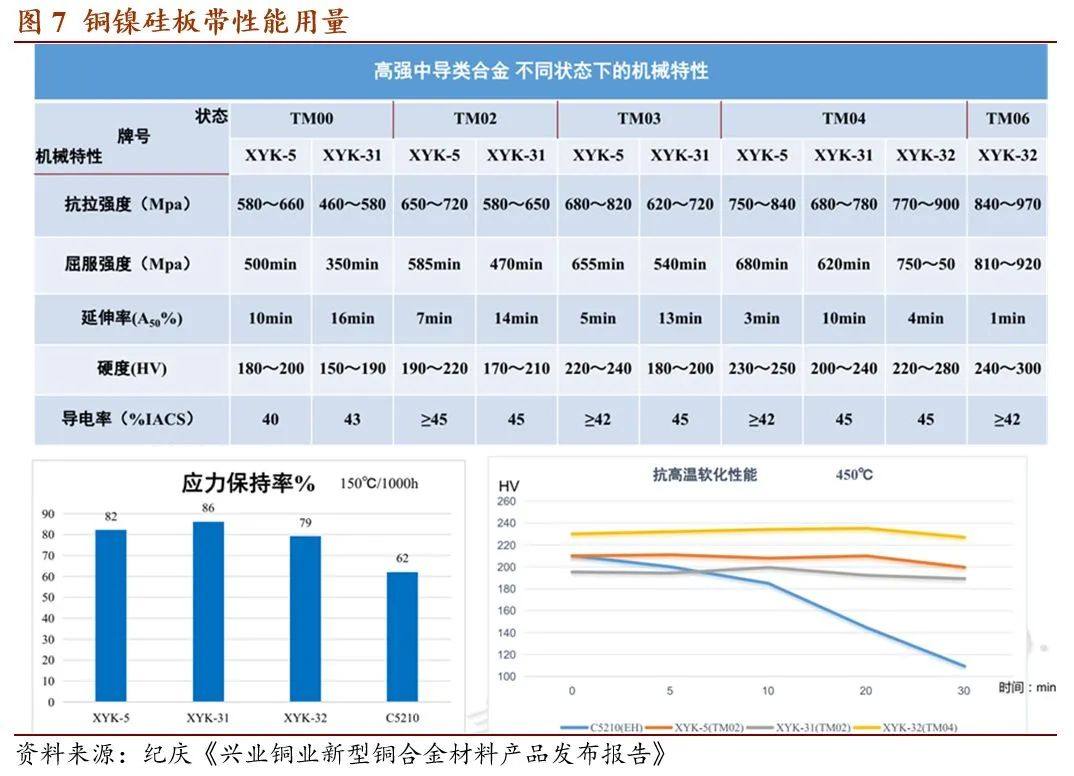
以下数据中,XYK-5代表C7025,XYK-31代表C7026,XYK-32代表C7035。这三种材料除了具备高强度和较高的导电率之外,还具备强大的抗应力松弛和抗高温软化特性。
中强高导类合金:
C18150/C18400——强度600MPa兼具85%IACS导电率及330W/(m·k)的热导率,是高导电率、中强度区域的最理想铜合金,具有非常高的耐应力缓和及抗高温软化的特性。应用领域:大电流连接器、油电混合充放电连接器、电池快充闪充、大功率继电器、端子和高效热管理方案的优选材料。
C18150/C18400、 C18080及C18070进行比对:三种材料弹性模量基本接近, XYK-36强度高于C18070和C18080相当。
150℃/1000h条件下耐热应力松弛率性能的优劣顺序为:XYK-36(C18150/C18400) >C18080>C18070。
500℃/30min抗高温软化性能优劣顺序为:XYK-36(C18150/C18400) >C18080>C18070。
折弯成形性优劣顺序为:
C18080>C18070>XYK-36(C18150/C18400)

未来高性能铜合金的发展可能存在以下四个方向:(1)双70合金,抗拉强度700MPa、导电率70%IACS、厚度0.03-0.06mm;(2)环保型材料,抗拉强度>1000 MPa、屈服强度>950 MPa、导电率>45 %IACS;(3)复合类新型材料,利用各金属品种的特性及优势,实现综合性能的提升及成本的优化;(4)磁性导电材料,CFA铜铁合金产品、一般铁含量为15-50%。
03
日本铜加工行业现状
1991年,泡沫后期,日本铜加工产量达到顶峰,120万吨,超越美国成为世界第一。其中铜棒34万吨,铜管24万吨,铜带39万吨(其中黄铜带20万吨)。在1991年之后,日本铜加工产量略有下降,但维持在100万吨左右的水平。2008年金融危机,跌到65万吨,之后恢复到80万吨左右的水平,维持至今。
2008年日本铜加工行业的几个趋势:(1)合并。(2)转型生产高附加值产品。
2016—2018年板带开始供不应求。铜带(扣除黄铜带)产量从1991年的19万吨,增长到2018年的27万吨,占比从15%增长到33%。增量主要来自于:(1)半导体引线框架,蚀刻类型的;(2)汽车连接器;(3)低插入力回流镀锡工艺;(4)手机用锡青铜、科森合金、钛铜、铍铜。由于企业兼并和产品升级,铜板带行业的加工费上涨。
需求好转和汽车电子的增长,日本企业开始了新一轮的投资。日本企业看好的下游:物联网、人工智能、大数据、自动驾驶、电动汽车等新兴行业对半导体和传感器等。这些下游会长期推动高性能铜板带材需求。
日本主要公司产量如下:
神户制钢:月产量4700-4800吨,其中用在电子领域的铜板带产量占比97%,独家发明的合金牌号产量占比75%以上。
三菱伸铜:产能4500吨每月,产量4000吨每月。并购YAMAHA(600-1200吨每月),其中C7035100-200吨每月,7025300吨每月,C194100吨每月,钛铜100吨每月。
JX金属(日矿):产能4000吨每月,其中锡青铜1700吨每月,洋白铜100吨每月,镀锡黄铜200-300吨每月(准备放弃),科森合金300吨每月,钛铜300吨每月;另有NKC164、NKC388、高强度NKT322和高导电NKT180。
04
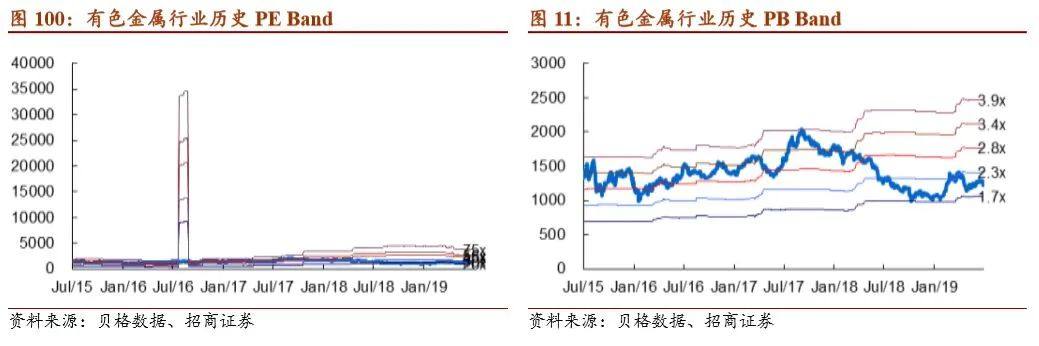
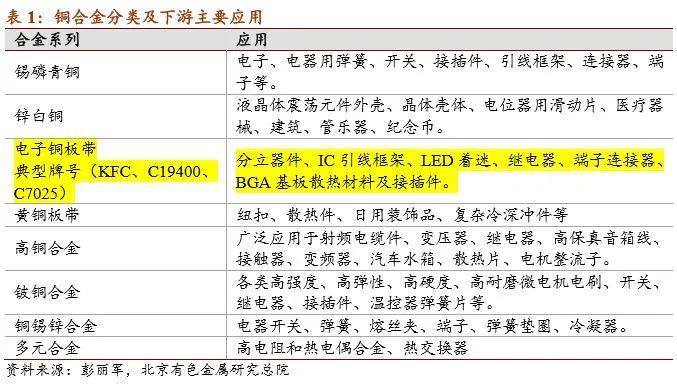
有色行业历史PE Band和PB Band